





率先在国内实现了光伏电池行业全产业链(拉晶、机加、切片、电池)废水的资源化应用,完成近60多个项目,业绩达到300GW。



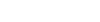
电镀液回收贵金属并循环利用工艺
技术特征
回收铜纯度高
本系统由于分离膜和旋流电解的运用,电解出铜片纯度可达99.5%及以上,售价高。
综合电解效率可达90%以上。
回收吨铜运行成本、系统稳定
运用高效湍流旋流电解系统,吨铜电耗降低到3000KW.h。
电解槽的组间个数设计更合理,组间设计更优化。
耦合高效分离膜,提升总回收价值,降低投资成本
耦合耐酸耐双氧水的外置分离膜,铜、锡分离,提升了金属的纯度和回收价值。
阳极全周期内低成本维保设计
阳极在制造时就秉承低成本更换设计,确保使用寿命更长。
本系统由于分离膜和旋流电解的运用,电解出铜片纯度可达99.5%及以上,售价高。
综合电解效率可达90%以上。
回收吨铜运行成本、系统稳定
运用高效湍流旋流电解系统,吨铜电耗降低到3000KW.h。
电解槽的组间个数设计更合理,组间设计更优化。
耦合高效分离膜,提升总回收价值,降低投资成本
耦合耐酸耐双氧水的外置分离膜,铜、锡分离,提升了金属的纯度和回收价值。
阳极全周期内低成本维保设计
阳极在制造时就秉承低成本更换设计,确保使用寿命更长。
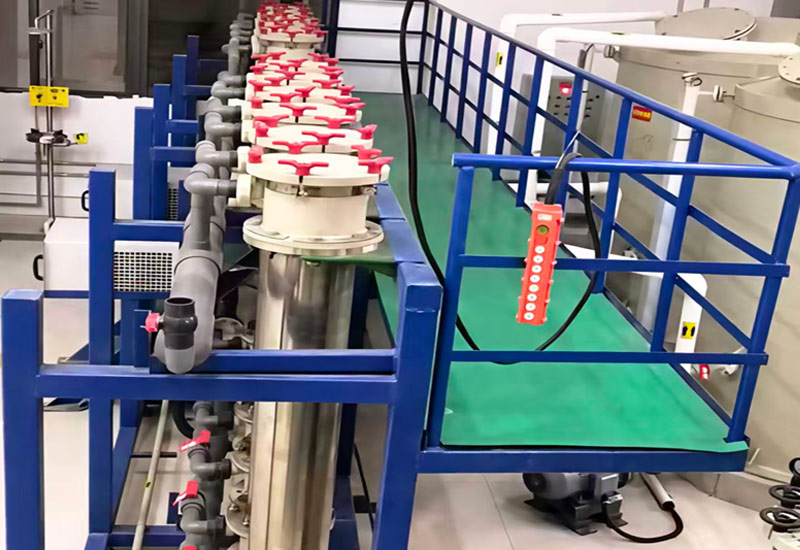


金属化废水零排及资源化工艺
技术特征
废水中金属回收价值领先
含多成份金属的废水,经高效膜分离单元分离,双重提高了各自的回收价值。
依据市场行情,可将金属泥进行溶融提纯,保证总回收价值。
工艺技术领先,中水回用率高、水质好
针对多成分金属,开发了高效膜分离系统。
运用MCR工艺,减少了加药费用,并为高倍膜浓缩打下基础。
运用了高回收率有膜浓缩技术,中水回用率高;大大减少MVR的处理量。
系统高度集成化、总占地面积小、施工周期短
本零排工艺涉及的主要处理单元均采用设备化设计。占地面积小,施工周期短。
含多成份金属的废水,经高效膜分离单元分离,双重提高了各自的回收价值。
依据市场行情,可将金属泥进行溶融提纯,保证总回收价值。
工艺技术领先,中水回用率高、水质好
针对多成分金属,开发了高效膜分离系统。
运用MCR工艺,减少了加药费用,并为高倍膜浓缩打下基础。
运用了高回收率有膜浓缩技术,中水回用率高;大大减少MVR的处理量。
系统高度集成化、总占地面积小、施工周期短
本零排工艺涉及的主要处理单元均采用设备化设计。占地面积小,施工周期短。

机加、切片废水处理及资源化技术
技术特征
精准加药调节pH,精密分离技术实现硅粉高回收价值
采用“高效固液分离工艺”对不同粒径和密度的硅粉均具有较高的去除率
智能加药控制,解决机加废水回用的水印问题
多级固液分离技术助力切割液资源化循环利用
新型压滤结构和智能控制系统,有效控制黒液问题
采用“高效固液分离工艺”对不同粒径和密度的硅粉均具有较高的去除率
智能加药控制,解决机加废水回用的水印问题
多级固液分离技术助力切割液资源化循环利用
新型压滤结构和智能控制系统,有效控制黒液问题



拉晶清洗、电池废水资源化
技术特征
有效解决硅堵及氟化物脱盐率低等问题
产线水回收技术和废水回收技术结合,提高电池废水的再生利用率
产线水回收技术和废水回收技术结合,提高电池废水的再生利用率

集成膜技术在光伏废水回用处理的应用
技术特征
采用“MBR+UF+RO”全膜法处理,在光伏切片、电池行业国内首家实现了水资源化稳定回收
开发应用了钙、硅致膜污染预测及防控技术
实现废水高倍浓缩及减量排放
开发应用了钙、硅致膜污染预测及防控技术
实现废水高倍浓缩及减量排放

低碳脱氮耦合工艺
技术特征
HEDeNiteTM 、 HEDeAmmonTM 与可变微动力回流AO系统的组合技术
保证稳定运营的基本上,大幅降低占地面积和运营成本( 传统7000平方米 VS 3台直径6.5米塔)
耦合硫铁自养反硝化滤池工艺,进一步降低成本提高产水标准
保证稳定运营的基本上,大幅降低占地面积和运营成本( 传统7000平方米 VS 3台直径6.5米塔)
耦合硫铁自养反硝化滤池工艺,进一步降低成本提高产水标准

同步脱氮除钙工艺
技术特征
分级反硝化控制系统,实现同步脱氮除钙
自动分离钙化污泥,保持生化污泥高活性,脱氮效果好
钙硬度的降低大大提高了废水的资源化利用
自动分离钙化污泥,保持生化污泥高活性,脱氮效果好
钙硬度的降低大大提高了废水的资源化利用


